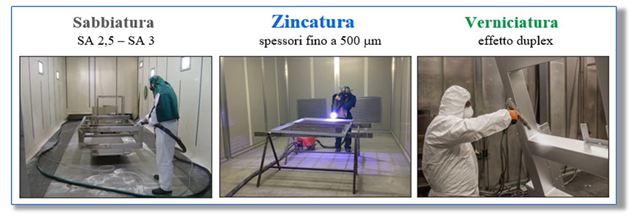
Zincatura a spruzzo
It is a simple system, not so expensive, easy to perform, by means of which the molten Zinc (electric arc or flame) it is nebulized by a jet of compressed air and deposited on the surface of the steel previously sandblasted to white metal (Saddle 2,5 - To 3). It is the only anti-corrosion system capable of carrying out zinc coatings up to 500 µm thick and guarantees a longer rust life than 80 years, without intermediate maintenance. No other system can do the same.
Productive process
The electric arc system consists of a generator that transforms alternating current into direct current, so as to ensure a stable arc, of a gun connected to the generator with a set of cables and hoses that carry the zinc wires (electrodes) or Zn / Al to the electric arc, melted at 415 ° C and deposition of the molten metal with a jet of compressed air a 5,5 bar.
Unlike hot dip galvanizing, the system turns on and off as needed and the consumption of electricity is limited only to the period of activity. Processing can be manual or automatic. You can manually cover surfaces from 30 a 60 m2/h with a zinc thickness of 100 µm.
Any piece of steel can be galvanized
The quality of the steel is indifferent (calmed down to Si or to Al); more, different thicknesses can be deposited on the same surface. Unlike hot dip galvanizing, it is possible to carry out carryovers of Zn / Al 85/15 o Zn / Al / Mg or pure Al depending on the aggressiveness of the environment.
No dimensional limit
Pieces with thin thicknesses, parts of bridges or wind towers, cisterns and pipes that cannot be treated in hot zinc plating. The only precaution is the prior sandblasting of the surface in order to eliminate rust, fats and other residues, in order to obtain a roughness degree of: Out 7-8 µm for Zn thicknesses < 120 µm – Out 11-12 µm for Zn thicknesses > 120 µm.
The coatings obtained are slightly porous and composed of pure zinc (no intermediate Fe / Zn layers); therefore, they can be sealed with low viscosity primers that penetrate the pores and reduce the oxidation of zinc.
Why painting is recommended
Painting has the power to isolate the zinc layer (effetto barriera) from the aggression of environmental corrosive agents, with the result that the life cycle is doubled (Duplex effect). The adhesion of paints is facilitated because the Zn coating has a roughness from 4 a 15 µm.
How to deal with welding
Welding can be done before or after spray galvanizing. It is ideal to carry out the welding first, but it can also be performed after installation on site In any case, after welding, it is necessary to sandblast to remove the welding slag and then spray the zinc. In automatic welding processes, zinc is applied directly to the support, provided that the latter has a T < 200°C.