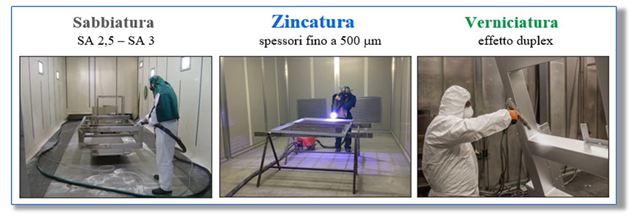
Zincatura a spruzzo
E’ un sistema semplice, poco costoso, di facile esecuzione, per mezzo del quale lo Zinco fuso (all’arco elettrico o a fiamma) viene nebulizzato da un getto di aria compressa e depositato sulla superficie dell’acciaio precedentemente sabbiata a metallo bianco (Sa 2,5 – Sa 3). E’ l’unico sistema anticorrosivo in grado di eseguire riporti di zinco fino a 500 µm di spessore e garantisce una durata contro la ruggine superiore a 80 anni, senza manutenzioni intermedie. Nessun altro sistema può fare altrettanto.
Processo produttivo
L’impianto all’arco elettrico consta di un generatore che trasforma la corrente alternata in continua, in modo da garantire un arco stabile, di una pistola collegata al generatore con un set di cavi e flessibili che portano i fili di Zinco (elettrodi) o Zn/Al all’arco elettrico, fusi a 415°C e deposizione del metallo fuso con un getto di aria compressa a 5,5 bar.
A differenza della zincatura a caldo, l’impianto si accende e si spegne al bisogno ed il consumo dell’energia elettrica è limitato al solo periodo di attività. La lavorazione può essere manuale o automatica. Manualmente si possono coprire superfici da 30 a 60 m2/h con uno spessore di Zinco di 100 µm.
Si può zincare qualsiasi pezzo di acciaio
E’ indifferente la qualità dell’acciaio (calmato al Si oppure a Al); in più, si possono depositare spessori differenziati sulla stessa superficie. A differenza della zincatura a caldo, si possono eseguire riporti di Zn/Al 85/15 o Zn/Al/Mg o Al puro a seconda dell’aggressività dell’ambiente.
Nessun limite dimensionale
Pezzi con spessori sottili, parti di ponti o torri eoliche, cisterne e tubazioni che non possono essere trattati nelle zincherie a caldo. L’unica accortezza è la preventiva sabbiatura della superficie al fine di eliminare ruggine, grassi ed altri residui, in modo da ottenere un grado di rugosità di: Ra 7-8 µm per spessori di Zn < 120 µm – Ra 11-12 µm per spessori di Zn > 120 µm.
I rivestimenti ottenuti sono leggermente porosi e composti di Zinco puro (non strati di Fe/Zn intermedi); pertanto, possono essere sigillati con primer a bassa viscosità che penetrano nei pori e riducono l’ossidazione dello Zinco.
Perché si consiglia la verniciatura
La verniciatura ha il potere di isolare lo strato di zinco (effetto barriera) dall’aggressione degli agenti corrosivi ambientali, con il risultato che il ciclo di vita si raddoppia (effetto Duplex). L’adesione delle vernici è facilitata perché il rivestimento di Zn ha una ruvidezza da 4 a 15 µm.
Come trattare la saldatura
La saldatura può essere effettuata prima o dopo la zincatura a spruzzo. E’ ideale eseguire la saldatura prima, ma essa può essere eseguita anche dopo la posa in cantiere In ogni caso, dopo la saldatura, occorre sabbiare per rimuovere le scorie della saldatura e poi spruzzare lo zinco. In processi automatici di saldatura, si applica direttamente lo zinco sul supporto, purché quest’ultimo abbia una T < 200°C.